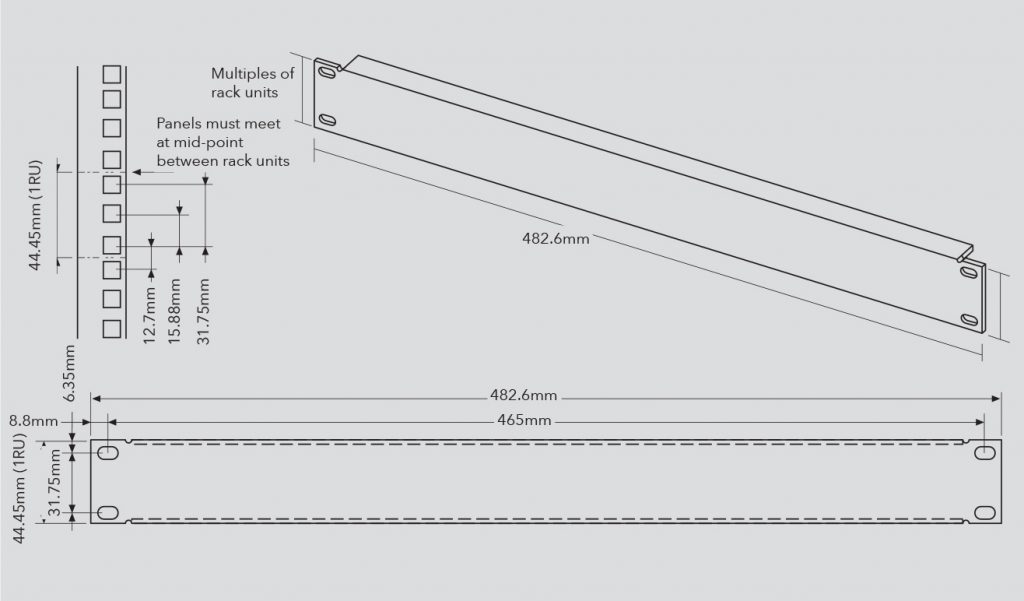
19” Racking IEC 60297
Apart from the ETSI range, all cabinets in this catalogue generally conform to IEC 60297 standards for 19” racking. This standard, forms the basis of all other related 19” standards. Strict conformance to the details of the mounting of 19” equipment is essential for the racks, subracks and internal housings.
1 RU = 44.45 (1 3/4”)
For tolerance requirements reduce calculated height by 0.8mm.
E.g. 3 RU 3 x 44.45 = 133.35 – 0.8 = 132.55
Therefore, 132.55 is the actual height.
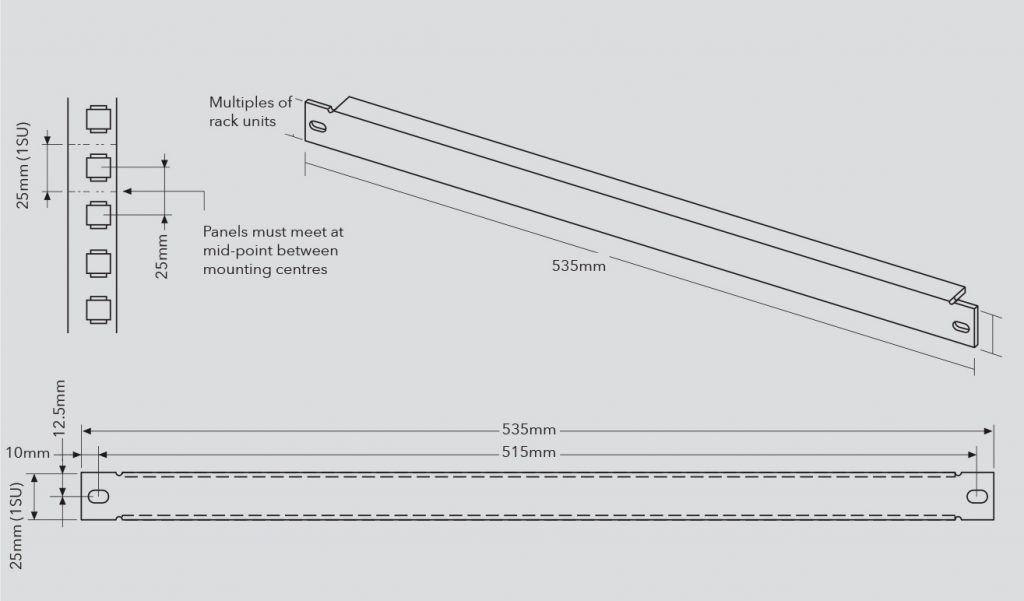
ETSI Racking EN 300 119
This European Standard (EN) has been produced by the European Telecommunications Standards Institute (ETSI). The standard is aimed at setting out, on a common basis, the engineering requirements for telecommunication practice, for housing equipment forming part of a public telecommunications network. This EN applies to all telecommunications equipment forming part of the public telecommunications network.
Tables And Units Of Measurement
Weights shown are indicative only and refer to‑full rack configuration including frame, two‑sides, top‑panel one metal door and one glass door. All weights shown are in kg and all dimensions in mm, unless otherwise specified.
RoHS Compliance Information
European Directive 2002/95/EC on the Restriction of Hazardous Substances (RoHS)
Where required, all products manufactured and assembled by MFB comply to the requirements for ROHS compliance.
Eye Bolts
Loadings are calculated on a lift square to a fully engaged eye bolt. This means that for a heavily laden cabinet spreader bars must be used in conjunction with the eye bolts. A‑diagonal pull may exceed the safe working capacity of the eye bolt.
Castors
Manufacturers do not guarantee their castors to withstand the effect of a heavily laden castor hitting an obstacle. The forces exerted onto an individual castor when it rolls into a groove in a concrete floor or even hits a power cord on the floor can far exceed the recommended safe load therefore this should be taken into account when using castors.
Load Capacities
The load carrying capacities stated throughout this brochure are based on; level free standing, stationary cabinets, accessories suitably mounted and loads evenly distributed.
Shipping Notes
Whilst there are some Cabinets that can be supplied unassembled, most cabinets are supplied assembled. MFB do not recommend shipping cabinets to distant or remote areas without a packing case. These will be charged to the customer as separate cost. Freight is quoted to as street address at a ground floor location unless otherwise informed by the customer at time of quotation. Difficult sites may incur an additional charge if the driver cannot make the delivery unassisted.
Product Development
Due to MFB’s ongoing commitment to product development, we reserve the right to make changes and modifications to all products and specifications without notice. Please contact our Sales Department if you have any queries in this regard.
TECHNICAL SUPPORT
QUALITY
MFB cabinets conform to various performance standards including IEC‑60297, ETSI, MIL SPEC STD 285 (RF Attenuation Effectiveness), and AS 60529-2004 (Degrees of dust and moisture protection) as applicable. The commitment to a Quality Control system forms the basis of all facets of MFB’s business. From Contract Review to Design, Manufacture, and Assembly.
MFB has an ongoing commitment to the supply of quality electronic housings, cabinets and accessories to the satisfaction of its customers. As evidence of this commitment MFB are pleased to be recognized as a holder of ISO 9001 Quality certification, the international standard for Quality Management Systems in design, development, production, installation and servicing.
The company’s quality objectives are to:
- Monitor financial resources to enable the company to provide “up to date” processes, plant and equipment
- Use the quality system to assist the company in being profitable to reward shareholders and employees
- Strive to become more efficient and cost effective
- Utilise customer feedback to enhance product life cycles and evolution
- Establish good corporate governance
Quality is the responsibility of senior management and this high level of commitment to Quality is shared by all staff at MFB products who share the intent of the Quality Policy.
ENVIRONMENT
MFB Product’s takes seriously our responsibility to care for and protect the environment in which we operate. We are fully committed to improving environmental performance across all of our business activities, and will encourage our business partners and members of the wider community to share that commitment.
MFB Product’s recognises our key impacts to be in the areas of waste, energy, raw material use, CO2 emissions;
Accredited to ISO 14001, we will:
- Align our design, process and investment strategies to help meet the highest environmental standards.
- Minimise waste through efficient use of all materials.
- Only use sustainable or recycled products where possible.
- Provide environmental training and education to all employees.
- Reduce risks from environmental, health or safety hazards for employees and others in the vicinity of our operations.
- Adopt an environmentally sound transport strategy.
- Continually assess the environmental impact of all our operations acknowledging legislative requirements.
At MFB Products we develop action plans each year to ensure we deliver each of our environmental policy objectives. These action plans are reviewed regularly for their performance to these objectives and to help decide future improvements in our operation.
SAFETY
MFB Products have a responsibility to care for and protect employees’ safety in the environment where we work. We are fully committed to improving safety performance across all our business activities, and will encourage our employees, customers, suppliers, and visitors to share that commitment.
We will:
- Ensure all work practices, the work environment and workplace culture will value, enhance, and protect the health and wellbeing of all employees.
- Continually assess our obligations to all relevant Legislation Requirements.
- Minimise risk through planning, implementing, and evaluating processes.
- Elimination of hazards and commitment to consultation and participation.
- Provide and maintain OH&S training and education and employee participation.
- Reduce risks from environmental, health or safety hazards for employees and others in the vicinity of our operations.
- Comply with safe work practices with the intent to avoid injury to employees and damage to plant and equipment.
- Continually improve our safety performance through effective Safety Management.
At MFB Products, we develop action plans each year to ensure we deliver each of our safety policy objectives. These action plans are reviewed regularly to help decide future improvements in our operations.

Great design comes from a dedicated team striving to achieve excellence in functionality and flexibility whilst still providing value for money. MFB are proud to be awarded an Australian Design Award for its 19” Rack Design.

ISO Accreditations

ACCREDITATIONS / CERTIFICATIONS
CSS-240v-AUD Outlet-Compliance Report
Lifting Spreader Bars – Safe Use Lifting Frame – Certificate
Innovation Patent Certificate – Class B Class C Lock System
Product Certificate – Class B 19”Rack Container
Product Certificate – Class C 19”Rack Container
Product Certificate – Class C Key Container
Product Certificate – Class B Key Container
Product Certificate – Class C Junction Box
Product Certificate – Class B Junction Box
Engineering Report – ER14018.1 – Mild Steel Eyelets – Working Load Limit
Engineering Report – ER14018.2 – Stainless Steel Eyelets – Working Load Limit
Quality Management System – ISO9001:2015 – Certificate of Registration
Environmental Management System – ISO14001:2015 – Certificate of Registration
S280 Industrial – IP66 Certificate
S2005 – 600W x 800D- Load Test (A02)
S2005 – Load-Test (A01 Commercial Version)
Class C 45RU 600W 1200D – Weight Capability
Class C 45RU 800W 1200D – Weight Capability
Seismic Accreditations
MFB Cabinet Bracket VIC Regulation 126 Certificate of Compliance Design
MFB Cabinet Bracket Seismic Form15 QLD
MFB Cabinet Bracket Seismic – NSW , SA , WA Certificate of Compliance – Structural Design
MFB S2005 800W 19″ Reduced Cabinet Seismic – Certificate of Compliance – Structural design